
Curated with aloha by
Ted Mooney, P.E. RET

The authoritative public forum
for Metal Finishing 1989-2025

-----
Barrel/basket/bulk/tumbler anodizing vs. rack anodizing
Q. I came across this setup on an anodizing line that is for sale. They claim it is capable of Ty 2 anodize.

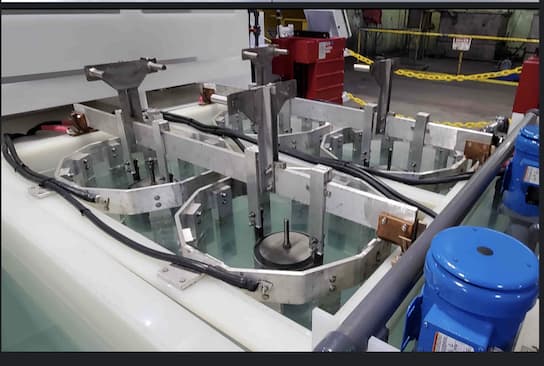
If this is true, it goes against all anodizing rules that have been pounded into my head my entire career. I've always been told secure contact required. So claiming you can dump multiple parts into this basket and they anodize evenly without burning just doesn't add up.
I do notice the cathodes encircling them as well, which is non typical. Not sure if this is required or just how this particular setup was done.
If this is possible, is this just for commercial work with no strict requirements on coating thickness? Or are these capable of meeting aerospace requirements?
Lots of questions but I know you guys are always asking for the most info possible. Anything you can give me on this is appreciated.
- St. Louis, Missouri
February 24, 2023
A. Hi. Bulk anodizing is a real technology and it works acceptably for some parts. And this like a well engineered approach to it for those parts. However, there are probably a lot of aerospace parts for which it won't prove acceptable.
We appended you inquiry to one discussion on the subject and you might find topic 5030 helpful as well.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
⇩ Related postings, oldest first ⇩
(to provide context, hopefully helping readers more quickly understand the Q&A's)
"Barrel anodizing" and "tumbler anodizing" should probably be considered misnomers, and be replaced with the terms "basket anodizing" or "bulk anodizing" because an anodized surface is a highly resistive insulating surface such that if parts start to anodize proper contact cannot be re-established after they've tumbled to a new position. Rather, the general concept is that the parts are squished together in a basket so they cannot move.
Q. Dear sir,
1. Please advise me on anodizing aluminium parts which are very small in size whereby the quantity is more than ten thousand pieces? Can anodizing be done in barrel? If yes, please advice on how to do this.
2. How long is the minimum period a part can be etched in the caustic solution before being prepared for anodizing?
3. What is the minimum voltage of current to be applied for black anodizing?
Thank you.
Kulaseharan Sinniah- Klang, Selangor, West Malaysia
2001

Aluminum How-To
"Chromating - Anodizing - Hardcoating"
by Robert Probert
Also available in Spanish
You'll love this book. Finishing.com has sold almost a thousand copies without a single return request :-)
A. Anodizing can be done in bulk. The part must:
1- have no flat surfaces
2- have no blind holes
3- be small
4- be high volume
My company does bulk anodize & teaches others in non competing areas to do it.
As far as the etch question - some parts are run with no etch. It depends what finish you were looking for & how clean the pieces are (i.e., do they need etch as part of cleaning).
For the voltage question - we run our black anodize at constant amps at 12-15 amps per foot sq.
David A. Kraft- Long Island City, New York
Multiple threads merged: please forgive chronology errors and repetition 🙂
Anodizing Aluminum Convex Shapes (cubes, pyramids, etc.)
Q. Is there a recommended way to anodize die-cast aluminum (alloy 518.2) convex shapes such as cubes, pyramids, etc?

Rack marks must be minimized - should / could a rack be built that would contact the shapes along the corners or edges? Or is there a better way?
The first run will be for 1,250 of each shape. Each shape is 3.2 cm (about 1.25") in diameter.
Jeff Tupper- Toronto, Canada
2001
Treatment &
Finishing of
Aluminium and
Its Alloys"
by Wernick, Pinner
& Sheasby

(note: this book is two volumes)
on eBay or
AbeBooks
or Amazon
(affil links)
A. You can certainly have racks made for these parts, or you buy "adjustable" titanium racks. Rack marks can be minimized by grabbing the part on a spot along an edge. Depending on end use and customer spec, it is often acceptable to cover a tiny rack mark with a magic marker or other cosmetic approach.
If you contact a skilled bulk anodizer, it is perhaps possible that these parts could be bulk anodized to your satisfaction (which would be far less labor intensive).

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
A. We usually use titanium racks with pointed clips for most parts that we anodize. You are right- contacts are usually at the edges or corners to minimize marks. This is the best way we know.
Dado MacapagalScarboro Ont - Toronto, Ont
Multiple threads merged: please forgive chronology errors and repetition 🙂
Q. My company wants to anodize round parts about an inch diameter and second part is half inch in diameter. They are about half inch thick. They have a hole in the center but it is critical area and I am not allowed to hold the parts from the hole. So the only option is hold from outside diameter.
This is going to be a bulk quantity (2-3 million/year) and we only have an automated rack anodizing line.
Is barrel anodizing an option for us. How much does it cost to set up a whole new barrel anodizing line for the quantity mentioned above, or can we still do these successfully on the existing rack line?
Does barrel anodizing produce parts with lots of touch marks? Previous anodizer was using barrel anodizing but the parts were really good.
Please let me know what are my options or who should I contact in this matter

Hemant Kumar
- Florida, USA
2007
Q. Rack anodizing is not an option anymore.
So only option is basket anodizing. What kind of rework is expected? One side is flat on this 1 inch diameter part. It means there will definitely be missed anodizing. I am also supposed to do this in color. How will I get the color if there is no anodizing in some areas.
Any suggestions?
Hemant Kumar
- Florida, USA
by Runge & Kaufman
on AbeBooks
or eBay or
Amazon
(affil links)
A. Basket anodizing, like anything else, is not perfect on the one hand, but on the other hand it is not as weak as those who have only dabbled in it might think. If you specialize in it, you learn. So I would suggest you talk to a shop that specializes and see if they are willing to answer your questions.
Why are the parts anodized -- for functional or decorative reason?
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
Q. Ted,
Thanks for answering.
These parts are for functional use only and are part of a military grenade.
I have already talked to Mr. David Kraft from Anacote [Ed. note March 2011: Anacote is no longer in business] and he has given me some valuable tips.
I don't want to start basket anodizing myself as it will take a new manual line to set up.
Can someone tell me what kind of rework they would get if one side of the part is flat.
Thank you,
Hemant Kumar
- Florida, USA
Multiple threads merged: please forgive chronology errors and repetition 🙂
Q. I have some questions regarding the bulk anodizing process, which in my case will be used to anodize a large number of small aluminum parts.
1. What is the difference between barrel plating and bulk anodizing using a basket? Can the concept of barrel plating be used in bulk anodizing?
2. I assume the parts have to be very tightly packed in bulk anodizing process to maintain the electrical conduction between parts. Is that correct? And if so what happens to the contact points between small aluminum parts? Do they also get anodized well?
3. What are the challenges in bulk anodizing? How do I process large number of parts and still achieve fairly good oxidize uniformity? Are heat and current density distribution uniform through out?
Thanks a lot for your suggestions and help.
researcher - Austin, Texas
May 1, 2008
A. Your second question answers your first. Once the insulative coating starts to form there is no more contact. Contact points in a clamped basket remain bare aluminum. The challenge is to keep the wad as thin as possible so that solution can agitate thru the wad. In some large baskets I have put a perforated cylindrical spacer in the middle which thins the distance between the outside and the inside of the wad. The whole thing is a research and development program for each different part and each different basket. Keep in mind you want to get continuous fresh solution on the part and electrical current. I would start with free acid at 200 gm/L.

Robert H Probert
Robert H Probert Technical Services
Garner, North Carolina

Multiple threads merged: please forgive chronology errors and repetition 🙂
Q. I'm looking for someone who has the cabpability to process anodized parts in a tumbler instead of rack mounting. Is there such a process that keeps the parts moving enough to provide a even coating with minimal touch marks. We buy a $.08 drawn aluminum part roughly the size 1/2" dia X 3/4" length and quotes range from $.09 to $.18 to rack process. Is this the only way to process?
Fred Millerconsumer of Aluminum Ferrules - Orlando, Florida, USA
August 7, 2008
Ed. note: This RFQ is outdated, but technical replies are welcome, and readers are encouraged to post their own RFQs. But no public commercial suggestions please ( huh? why?).
A. Hi, Fred. There are bulk anodizing processes, although touch marks might be a problem. But actually the parts are squished tightly into baskets. You cannot tumble the parts because the anodized coating is very highly insulative and you can't get the current into the parts through the anodized coating once they have tumbled.
Regards,
Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
A. A lot of things go into the price of anodizing. To a specification? What kind of anodize. How thick. Required QC both in and out of the plater. Total to be done. Required turn around time (IE- can it be used as a filler job) Transportation. Packaging required. Some of this is negotiable if you are face to face, but not in contract form till an agreement is reached. The 9 cents is probably a fair price in large lots.
James Watts- Navarre, Florida
Q, A, or Comment on THIS thread -or- Start a NEW Thread