
Curated with aloha by
Ted Mooney, P.E. RET

The authoritative public forum
for Metal Finishing 1989-2025

-----
Hot Black Oxide Issue- brownish-green parts and black spots/streaks
adv.

Q. I'm having an issue with my hot black oxide line. The parts are coming out with a brown/green color and also with dark black specks/streaks. Parts are 4140 forgings. Everything will run great for a while and then this problem will arise.


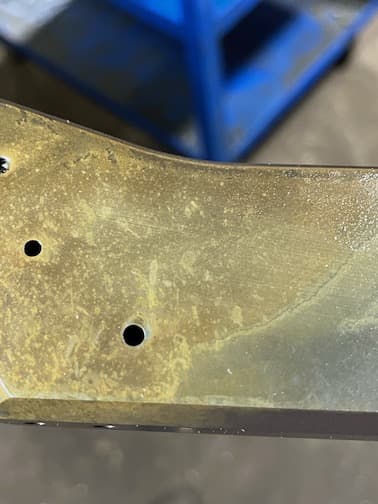
Wondering if someone can tell me why this is happening and what the remedy would be?
J. Smiskey- Cameron, Wisconsin
January 31, 2024
A. Hi J.
The majority of all finishing problems are cleaning problems, and that seems the most likely issue to me. Next time it seems to be happening, thoroughly scrub one part with a tampico scrub brush
⇦ this on
eBay or
Amazon [affil links] and a solution of pumice
⇦ this on
eBay or
Amazon [affil links] & detergent before putting it through your regular cleaning step and see if that fixes it.
Luck & Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
A. Hello J,
I agree with Ted that this is likely a cleaning issue. Your cleaner may work well until it becomes saturated with contamination, at which point it becomes less effective at cleaning your parts. Signs of contamination in your baths can be oil-slicks on any of your tanks or generally a dirty appearance.
Another common cause of splotchy black oxide coatings is an initial inconsistent surface condition on the part. Mill scale, heat treat marks, and even burnt on oil/coolant can hinder the black oxide reaction and create non-uniform coatings. Any surface irregularities on the raw part that translate through the black oxide coating will need to be removed by chemical or mechanical means like strong acids or media-blasting. Otherwise, they should be eliminated by addressing the cause in the manufacturing process.
Good luck,
Ross Haugberg

Ross Haugberg - Technical Support Supervisor
Birchwood Technologies
Eden Prairie, MN
February 5, 2024
Q, A, or Comment on THIS thread -or- Start a NEW Thread