
Curated with aloha by
Ted Mooney, P.E. RET

The authoritative public forum
for Metal Finishing 1989-2025

-----
Nickel and aluminium content for galvanizing startup?
Q. Dear sir,
We are going to set a new plant.
Please inform us how to calculate initial and regular addition of zinc-nickel alloy and zinc-aluminium alloy for a 77 mt capacity zinc kettle.
What is the alloy ratio for zinc, nickel and aluminium?
engineer - Haridwar, India
March 24, 2010
|
|
A. There isn't a definitive answer to this, it rather depends on what you intend to do.  Geoff Crowley Crithwood Ltd. Westfield, Scotland, UK  March 25, 2010 Sir: Galvanizing Consultant - Hot Springs, South Dakota, USA March 25, 2010 |
A. For Anup Dash (original questions),
For initial nickel (usual desired level 0.05% Nickel):
(77)*(1000)*(0.01)*(0.05) = 38.5 Kg pure Nickel powder.
(To use pure nickel powder requires knowledge on how to alloy it and health protective equipment.)
Or 38.5/0.02 = 1925 Kg 2% Nickel/Balance Zinc master alloy
Or 38.5/0.005 = 7700 Kg 0.5% Nickel/Bal. Zinc master alloy
For nickel make-up it takes about three times the above rate to keep the nickel level up to the 0.05% level.
For initial aluminum (usual desired level 0.001% Aluminum)
(77)*(1000)*(0.01)*(0.001) = 0.77 Kg pure aluminum
(To use pure aluminum requires knowledge on how to alloy it into the zinc.)
Or 0.77/0.10 = 7.7 Kg 10% Aluminum/Bal. Zinc Brightener Bar.
Or 0.77/0.05 = 15.4Kg 5% Aluminum/Bal. Zinc Brightener Bar.
For aluminum make-up (to maintain the usual 0.001% Al)
About 1.6 Kg pure aluminum/45500 Kg of 1/4 inch thick steel(6mm thick steel). For a "dry" kettle about 95% of the added aluminum is lost through the skimmings (e.g. the dry skimmings have about 100 times more aluminum in them than does the zinc in the kettle.)
Or 1.6/0.10 = 16 Kg of 10% Aluminum/Bal. Zinc Brightener Bar/45500 Kg of 1/4 inch steel product.
Or 1.6/0.05 = 32 Kg of 5% Aluminum/Bal. Zinc Brightener Bar/45500 Kg of 1/4 inch steel product.
On the make-up side of aluminum, several small additions are required and NEVER more than 0.77 Kg of pure aluminum at one time (or calculated by the brightener bar % aluminum)
Notes: In the above calculations the "0.01" is used to convert percent to fraction. The "1000" converts tonnes to Kg. Many galvanizers who do not have proper technology may use as much as
0.005% aluminum in their zinc, but "white rust" is quite likely. Even in using the brightener bar it is required to know how to add them to the molten zinc.
Regards,
Galvanizing Consultant - Hot Springs, South Dakota, USA
Q. Dear Geoffrey,
We mainly galvanize angles which are in-house production. Therefore we are able to know the analysis of the products. Our galvanizing production is 4500 ton/month. 600 ton of it is job galvanizing material. I have decided to use nickel lo lower coating thickness and now nickel concentration in my kettle is 0,05 %. Pb is about 0,3% and Al is 0,0001%. Flux baumé is 22.
My problem is, having too much different coating thickness along a galvanized angle. (60 micron to 120 microns).
I would like to have 90 to 120 microns. What could be the reason? Flux or kettle?
- Turkey
March 31, 2010
A. Efe,
If you have control of the steel chemistry, what is the analysis? C, Mn, Si, S, P other?%
Geoff Crowley
Crithwood Ltd.
Westfield, Scotland, UK
Q. Generally, Si 0,22 P:0,012
Si: 0,21 P:0,013
Si:0,19 P:0,017
Si:0,22 P:0,02
Si:0,19 P:0,022
Lead is %0,29 in my kettle. Should be %0,6?
- Turkey
April 2, 2010
April 7, 2010
A. Your steel doesn't really require Ni addition, especially if you have control on the steel chemistry to the stated levels.
If you don't have control, then 0.05 - 0.06 is reasonable.
Geoff Crowley
Crithwood Ltd.
Westfield, Scotland, UK
April 8, 2010
A. Efe,
Geoff is exactly correct. At about 0.2% silicon, nickel has almost no effect in zinc coating thicknesses. At 0.2% silicon there is a low spot in the Sandlin curve and having 0.05% nickel is a waste of money and nickel causes lung and throat cancer.
Where nickel is useful is between about 0.05% and about 0.15% silicon.
If I read your original question to Geoff, I believe you are having a "first-in last-out" problem. With your 22 deg. Be' flux (presumably double salt, contaminated with iron +2 and at room temperature or only warm), your going-in time is long (due to spatter) and you probably withdraw slowly. Thus the bottoms of your angles have thick zinc and the tops of your angles have too thin of zinc. As an experiment process a single angle and put it into the zinc quickly and then withdraw a few centimeters each minute. When I have done this experiment in the past, each minute gives about 1 mill (25 microns) more coating of zinc.
In the USA I saw a galvanizer using hot (71 °C) quadraflux (baumé= 14) immerse the angles very quickly (about 15 seconds for 6 foot long angles), have them in the zinc about two minutes, and then withdraw quickly (except for the last 2 inches to avoid icicles). The average zinc thickness was about 2 mils (50 microns) which is what they wanted.
On long angles you could try racking horizontally and do a first-in first-out experiment. I think this would not work without quadraflux.
Regards,
Galvanizing Consultant - Hot Springs, South Dakota, USA
Q. Dear Mr Geoff and Mr Cook,
What about Pb content in the kettle? %0,6 is ok or too much?
How and how often do I need to add Al to maintain %0,001 Al content in the kettle? (%5 Al%95 Zn)
- Turkey
April 13, 2010
April 15, 2010
A. Efe,
For most galvanizers, aluminum is added once a day. For a small kettle (especially spin), it may need to be added twice each day. The methods are those given in my answers to Anup.
Lead is an entirely different matter. In the USA, lead has been determined to be toxic, especially to children. Thus each state in the USA is restricting lead to lower and lower limits for any kind of coating. This started with paint and it is spreading to hot dip galvanizing. Thus in a few years, I expect all USA hot dip galvanizing zinc will be lead free.
Lead increases the fluidity of the zinc so that drain lines and icicles are reduced. It has been determined that bismuth at about 0.08% does a similar job, except it is expensive and there is evidence that it causes white rust. I am working on an alternative approach for lead free zinc now.
The higher the lead level the more fluid the zinc. Lead has a solubility of about 1.4% at 840 F. You also need a lead alloying device to attain that level as lead does not pass up through the dross. To use the dross bucket as a lead alloying device is a bad idea because it causes floating dross.
Regards,
Galvanizing Consultant - Hot Springs, South Dakota, USA
September 21, 2012
Q. Dear Sir,
Currently one of my suppliers is introducing to me a product called "MZS nickel cakes" -- each is 150 g.
Does anyone know of this technology?
According to the supplier, there is no criteria to add this product into hot dip galvanizing pot.
I'm worried if this product will cause problem to zinc in the pot.
I have a few questions if anyone can help me:
1) The temperature required to add this product?
2) Disadvantages of this product?
- Rawang, Selangor, Malaysia
A Guide to process Selection & Galvanizing Practice"
by M. J. Hornsby

on AbeBooks
or eBay or
Amazon
(affil links)
A. Hi PJ. We can't comment on proprietary products, but are we to assume that these are 150 gram chunks of nickel metal, perhaps sintered or aerated or with trace ingredients to aid in melting and dissolution?
But it certainly strikes me as strange that someone is selling these cakes without knowing their advantages and disadvantages, how much to use, how to make the additions, or when or why :-)
Did they fall off a truck? :-)
Regards,

Ted Mooney, P.E.
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
A. Sir:
The nickel cake you speak of is likely nickel powder, zinc chloride, ammonium chloride, all mixed into a wax "block." In the USA this type of product has/is being used but in a larger block of 500 grams. I do not know of any safety study to determine the airborne nickel that may/or may not result from the use of these cakes. These cakes are thrown onto the surface of the molten zinc at normal galvanizing temperature and they burn like a fireball. Recovery into the zinc and loss into the air is not known.
The target nickel is normally 0.05% nickel in the zinc and problems occur (e.g. excessive dross, pimples, etc. if 0.06% or higher is attained).
There are other ways to reduce steel reactivity.
Regards,
Galvanizing Consultant - Hot Springs, South Dakota, USA
September 21, 2012
October 9, 2012
Q. We are having 9 m length kettle pot, 3 m height and 1.5 m width.
1)To start up plant what is the best ratio of zinc calculation to be added?
2)Lead?How much?
3)Aluminium?
-To maintain flux conductivity, what is the best formula?
-What is the point for pure flux chemical?
ph, density?
Thanks/Regards
PJ
- Rawang, Selangor, Malaysia
February 28, 2013
Q. Hi, recently I added a product called "nickel cakes" into the zinc bath. But now, after dipping all these products have brown stripes on the surface.
1)Nickel contain in the zinc bath is 580 ppm.
Can anyone help me -- what are these brown stripes and why do they appear?
It is "tiger stripes"?
Thanks/Regards
Paramjeet
Galvanizing - IPOH, PERAK, MALAYSIA
A. Sir:
On finishing.com I used the term: "Tiger Stripe" in describing the look of properly fluxed (with quadraflux) steel sometime in the past. My term does NOT describe galvanized product. I have already previously responded to this thread about wax nickel powder bricks.
The "easy" answer to the stripes on your galvanized coating is that the nickel is not evenly distributed throughout your zinc. If this is the answer, then the stripes should go away after a few days of galvanizing. Your nickel in the zinc, by your numbers, is 0.058% nickel (move the decimal four places to the left to convert from ppm to %). The recommended is 0.05% to not exceed 0.06%. It would be informative to know how much nickel you added by the nickel powder wax bricks.
Regards,
Galvanizing Consultant - Hot Springs, South Dakota, USA
Q. Hi Dr Cook,
Good day to you.
May I ask if Nickel in Zinc increases the fluidity of the bath and thus reduces coating thickness (even on low Silicon steel)? I've not seen anyone mentioning about this in this forum, but have heard many claims from suppliers that it does.
Regards,
- Selangor, Malaysia
March 7, 2013
Q. Hi Dr. Cook,
you mentioned that during production the Nickel addition has to be three times to maintain the level of .05%. Why is it so?
Thanks,
Steel products Ltd - kolkata,w bengal, India
November 22, 2015
Q. Hi, currently we are having white dots on hot dip galvanised finish (otherwise good) products. It appears directly after quenching, and most common thing, it only appears on top edge of guardrails.
Can anyone help me on this?
Thanks
- Selangor, Malaysia
May 12, 2016
by Kuklik & Kudlacek
on AbeBooks
or eBay or
Amazon
(affil links)
A. Hi Samuel. I am not a galvanizing expert and will have to wait for someone who is.
But meanwhile, I noticed that, out of the many threads we have on hot dip galvanizing, you chose to add your inquiry to this particular one. So I'm guessing that you suspect that your aluminum or nickel content may be causing this issue? In which case, please tell us what your aluminum and nickel content are. Thanks.
Regards,
Ted Mooney, P.E. RET
Striving to live Aloha
finishing.com - Pine Beach, New Jersey
June 2016
A. Pictures will help diagnose this problem. It could be many things. Please list all operating parameters.
Flux type, chemistry strength and temp.
Zinc chemistry and temp
Immersion time.
Quench type, chemistry.
Trying to diagnose a problem described as sparingly as you have done with so little information is like going to the doctor and saying "it hurts, please fix it".
What? where? when? etc
Geoff Crowley
Crithwood Ltd.
Westfield, Scotland, UK
June 18, 2016
A. I am unable to understand the problem. Pictures may help us.
It can be because of base material chemistry, Zinc bath chemistry, dipping time, Quenching, many reasons.
Do one thing:
1. lower the zinc bath temp to 445 °C. Do not add any Ni or Al. and try.
Galvanizers & Consultant - Delhi. India
August 17, 2016
A. Mr. Samuel Singh,
It seems that there is some unwanted substance (Ca,Na) in your Quench tank. Please check TDS in quench tank. Minimize chloride carry over in Quench tank. You can try water softener and chloride remover to resolve the problem.
Your flux chemistry can be cause of the problem. It is advisable to maintain ratio of flux ingredients.
- Vadodara, India
August 30, 2016
----
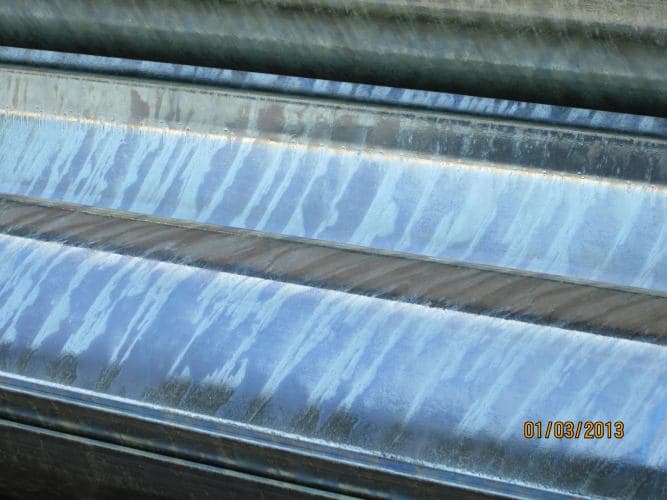
Ed. note: Here is the graphic for Samuel's problem. Apologies. It had been submitted under a different user name than Samuel's posting and we did not initially know what it was :-)

September 1, 2016
A. Firstly this issue of "white dots" doesn't cause the finish to fail to pass ISO 1461, it is still within the standard.
But you might have a customer who has stated a requirement above and beyond the international standard?
If so, the post above suggesting quench contamination seems the most likely.
Something dissolved in the quench is drying onto the surface, but that's pretty normal, and many galvanizers and most customers would wonder what you're worrying about.
Geoff Crowley
Crithwood Ltd.
Westfield, Scotland, UK
Kettle surface oxidizes immediately, leaving oxide lines on galvanized coating

Q. Dear sir,
We are Galvanizing light steel items - 2mm thickness -. These days we having a problem of zinc surface at kettle top get oxidized immediately after skimming and will withdrawal of articles out of kettle. It gives crossing oxide lines of the Galvanized coating. Some of our customers complin about the appearance. Could you please give a suggestion how to reduce the oxidation rate of molten zinc surface.
Bahra Cables - Jeddah, Saudi Arabia
February 14, 2018
Q. Dear sirs,
We are a manufacturer of cable tray systems. We are operating vertical galvanizing furnace. From time to time we are asked by our marketing team to supply some samples for new customers. They need a very shiny coating free from oxide lines. Recently we start facing an excessive oxidation lines on the Galvanized coating.
We're adding aluminum scrap wire to molten zinc to achieve the needed shininess. In the last few days we noticed that within a minute after skimming, the surface of molten zinc get oxidized -- a thin layer of skimming appears. Our working temperature is 445 to 456 °C.
What is the recommended temperature to reduce the rate of molten zinc surface oxidation? And what elemental additives could be used to have attractive zinc texture?
Bahra - Jeddah
February 15, 2018
A. Hello Mr. Abdallah, oxidation rate of kettle surface can't be efficiently reduced through changing the bath temperature (in fact you will create more additional problems...) but avoiding the excessive moisture that enters the area above the kettle (wet material, drying over the kettle, air currents if kettle is not enclosed).
Also, prefer using pre-alloyed ZnAl rather than aluminium scrap as control of surface oxidation (if well dosed) will be much better.
- Hagen, Germany
February 19, 2018
this text gets replaced with bannerText

Q, A, or Comment on THIS thread -or- Start a NEW Thread